
В средине июня питерский завод компании Nissan отметил свое десятилетие. Пообщаться со старожилами завода и побывать на запуске производства обновленного Nissan Murano, приуроченного к знаменательной дате, отправился наш корреспондент.
Строительство этого завода было начато в августе 2007 года, но точкой отсчета принято называть 2006 год, когда между правительством Санкт-Петербурга и компанией Nissan был подписан меморандум о взаимопонимании и обе стороны взяли на себя обязательства: Nissan намеревался развивать и инвестировать, а правительство – оказывать всестороннюю поддержу и считать проект приоритетным.
Несколько лет назад нам уже доводилось посещать завод Nissan. Тогда на этой производственной площадке выпускались только модели X-trail и Teana, причем поставлялись они исключительно на внутренний рынок Российской Федерации. Сегодня завод отправляет в страны СНГ такие модели, как Nissan Qashqai, X-trail, Pathfinder и с июня этого года флагман концерна – Nissan Murano.

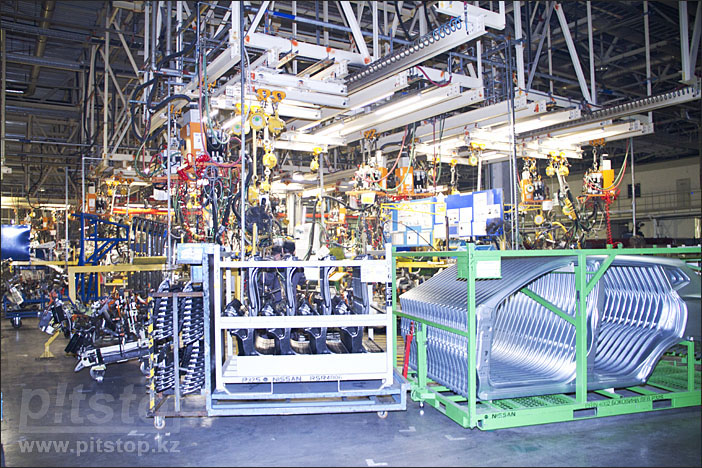
На начальном этапе завод занимался исключительно сборкой автомобилей. Детали, необходимые для сварки кузовов, как и другие автокомпоненты, поставлялись на него в готовом виде. Сегодня, благодаря расширению и дополнительным инвестициям, на заводе запущен цех штамповки, и части несущей конструкции кузова и его панели производятся локально.
Наблюдать за тем, как из обычного ровного листа появляются заготовки, можно бесконечно. Процесс это интересный, завораживающий и полностью автоматизированный. Скрытые за решеткой безопасности штамповочные прессы – это только верхушка айсберга. Под цехом на глубине шести метров находится машинное отделение, в котором располагаются необходимые для работы прессов системы, обеспечивающие смазку линий, удаление отходов при выштамповке и обрезке деталей, компрессоры, нагнетающие воздух. Линия позволяет производить до 150 тыс. автомобилей в год при условии, что штат обслуживающего персонала будет работать в три смены. Сейчас, по понятным причинам, завод работает не в полную силу. Тем не менее каждый час с конвейера сходит порядка 22 автомобилей.

Из цеха штамповки заготовки попадают в кузовной цех, где из них полуавтоматическим путем собирается несущая конструкция кузова, к которой в последующем прикрепляются панели, двери, крышки капота и багажника. Далее кузов будущего автомобиля тестируют на предмет дефектов. Кроме визуального осмотра, на заводе практикуются тесты с использованием трехмерных технологий: с линии выборочно снимается кузов и отправляется в специальную лабораторию, где с помощью многочисленных датчиков производится тестирование его геометрии на соответствие эталонным параметрам. Для тестирования одного кузова применяется около 1500 различных замеров в определенных точках. Данные поступают на компьютер, который сверяет их с инженерной документацией.
Из сварочного цеха кузов попадает на одну из двух линий подготовки к окраске. Здесь его закрепляют на специальной платформе и последовательно погружают в десять различных емкостей со специальными растворами. Часть из них служит для очистки металла от шлака и масла, часть оставляет специальный антикоррозийный фосфатный слой. На последнем этапе на кузов наносится катафорезный грунтовый слой методом электроосаждения. Такой способ позволяет добиться более глубокого проникновения грунтовки в металлическую поверхность и защитить скрытые полости и швы.

После всего этого кузов отправляется в специальную печь, где его просушивают при температуре +180 °С. После просушки на неплотно прилегающие стыки панелей кузова наносится специальный герметик, предотвращающий попадание влаги в салон автомобиля.
На следующем участке конвейера днище кузова и колесные арки обрабатываются антигравийным покрытием и опять просушивают. Далее следует шлифовка его поверхностей и очередная проверка качества.
Затем кузов отправляется в камеру окрашивания, где восемь роботов последовательно наносят на него базовую краску и лак. После нанесения финального слоя кузов в течение определенного времени просушивается в специальной печи при температуре +150 °С.

Последним этапом в цеху покраски является полировка и очередная инспекция кузова на предмет дефектов.
В отдельном цеху тем временем из пластмассы производятся бамперы, которые так же грунтуют и окрашивают с помощью специальных роботов. После этого их помещают в печь для просушки при температуре +90 °С. Просушенные бамперы полируют и тестируют. Готовая продукция помещается на склад временного хранения, откуда по мере надобности поступает на конвейер.
Если до этого этапа в пустом кузове и наборе запчастей трудно было разглядеть современный и технически продвинутый кроссовер, то на конвейере это сделать легче. Поэтапно кузов «обрастает» новыми деталями и приобретает законченный вид.

Первым делом прокладываются провода и трубки топливной и тормозной системы, которые нарезаются и сгибаются в отдельном цеху. Конвейер движется медленно, позволяя рабочим без суеты монтировать узлы и агрегаты. На кузов устанавливается шумоизоляция и центральная панель. Постепенно навешивается светооптика, вклеиваются стекла, устанавливаются двигатель, трансмиссия и элементы подвески. Автомобиль впервые становится на колеса.
Каждый оператор конвейера проверяет работу двух предыдущих коллег, после чего, выполнив свою часть монтажа, передает работу следующему сборщику, который, в свою очередь, также проверит работу предшественников.

Процесс сборки является кропотливым и трудоемким, и, чтобы работники завода не переутомлялись на наиболее сложных участках, на заводе внедрена система ротации персонала, когда человек работает часть смены на одном участке конвейера, а часть – на менее утомляющих этапах сборки.
Как и на других производственных площадках альянса Renault-Nissan, на российском заводе используется единый стандарт производства – APW (Alliance Production Way). Это целая философия, стандартизация производственных процессов, когда маркетинговые отделы работают в одном ритме с сотрудниками завода. Такая согласованность позволяет своевременно реагировать на изменение рынка, контролировать качество продукции и оптимизировать производственные процессы.

Большое внимание в стандартах APW уделяется грамотной организации человеческого труда и постоянному обучению персонала. Для этого на заводе сформирован специальный тренинговый центр с участием иностранных специалистов, в котором тестируют вновь набираемых рабочих и повышают квалификацию действующих сотрудников. К сборочной линии допускается только персонал, прошедший обучение и финальное тестирование.
Но вернемся к конвейеру. Автомобиль приобрел практически законченный вид. На него установили двери, в салоне появилась обшивка, а в агрегатную часть залиты необходимые масла и жидкости. Последним штрихом является программирование блока управления двигателем, после чего автомобиль впервые заводят.

Далее он отправляется на участок проверки качества сборки интерьера и экстерьера. Здесь же проверяются зазоры дверей и капота.
После этого этапа специалисты отрегулируют угол наклона светооптики, настроят геометрию колес и отправят машину на участок проверки тормозной системы.

Финальным аккордом являются «мокрые» тесты. При их проведении в специальном боксе под разным углом на автомобиль подаются многочисленные струи воды – так тестируется герметичность уплотнителей дверей и стекол.
После этого готовые автомобили помещаются на склад временного хранения, откуда отгружаются в шоурумы дилеров, в том числе и казахстанских.

Новый murano
Nissan Murano без преувеличения можно назвать родоначальником кроссоверов – универсальных автомобилей, совместивших в себе комфорт респектабельных седанов и ходовые качества внедорожников.
Автомобиль заметно похорошел. Впрочем, и прошлое его поколение привлекало к себе внимание и выглядело весьма современно. Тем не менее с новой радиаторной решеткой и оптикой Murano и вовсе приобрел вид футуристичного концепта, что, безусловно, найдет положительную оценку в среде его потенциальных покупателей.
Под капотом новинки на выбор два силовых агрегата: 249-сильный бензиновый 3,5- литровый двигатель или гибрид, сочетающий турбированный бензиновый мотор в 2,5 л с электромотором мощностью 15 кВт. В сумме мощность гибрида составляет 254 л. с.
В качестве трансмиссии предлагается переработанный на 60% вариатор X-Tronic, который инженеры Nissan настроили под работу в условиях плохих дорог и сложного климата. Во всех вариантах комплектации автомобиль оснащается системой полного привода All Mode 4X4-i.
Новый Murano создавался с учетом пожеланий потребителей стран СНГ и с участием российских инженеров. При этом подвеска машины настраивалась под особенности дорог стран СНГ. По утверждению специалистов Nissan, благодаря полностью переработанной ходовой части и усовершенствованному рулевому механизму, с точки зрения управляемости и курсовой устойчивости Murano можно считать лучшим в своем классе.
Переработали инженеры Nissan и рабочее пространство водителя, и пассажирскую часть. Так, за счет использования новых кресел Zero Gravity для первого ряда у пассажиров второго ряда высвободилось дополнительно 3,6 см пространства в области коленей.
Появились на Murano и всевозможные системы безопасности, различные электронные помощники и масса подушек безопасности, размещенных по всему салону и даже в потолке.
В одном из следующих номеров нашего журнала мы подробно расскажем о новинке, посвятив ей отдельную статью.
Текст Дмитрий Саблин
Фотоматериал Nissan